Kostbare inefficiëntie
Machinale bewerking in de houtindustrie heeft een gemiddelde stilstand op machines van wel 40-45%. Ook de verwachte bewerkingssnelheid ligt vaak lager dan wordt verwacht, en niet ieder product voldoet aan de gewenste kwaliteitsnormen. Toch weten veel managers niet hoe de machinale exact ‘draait’. De totale inefficiëntie kan oplopen tot wel 65%. In de industrie wordt vaak de term Overall Equipment Effectiveness (OEE) gebruikt om dit weer te geven.
Meten is weten
Je verwacht een schaaforder vandaag gereed te hebben, echter aan het einde van de werkdag blijkt deze nog niet gereed. Navraag bij de operator van de schaafmachine leert wel dat er problemen geweest zijn. Welke problemen en met welke impact op de bewerkingsorder zal nooit goed duidelijk zijn.
Om te weten wat er exact in een machinale gebeurt zullen we dat moeten meten.
De basis
In principe registreert Timbird tijden. Het begin en einde van orders wordt via het werkstation ingegeven. De registratie, van bijvoorbeeld een schaafmachine, gebeurt met een meetwiel, dat onder andere vaststelt of er sprake is van stagnatie of productie. De stagnatietijd wordt vervolgens verder gespecificeerd. Tijdens pauze is stilstand normaal, buiten deze tijden kan het zijn dat de machine gesteld wordt of dat er een andere stagnatie is.
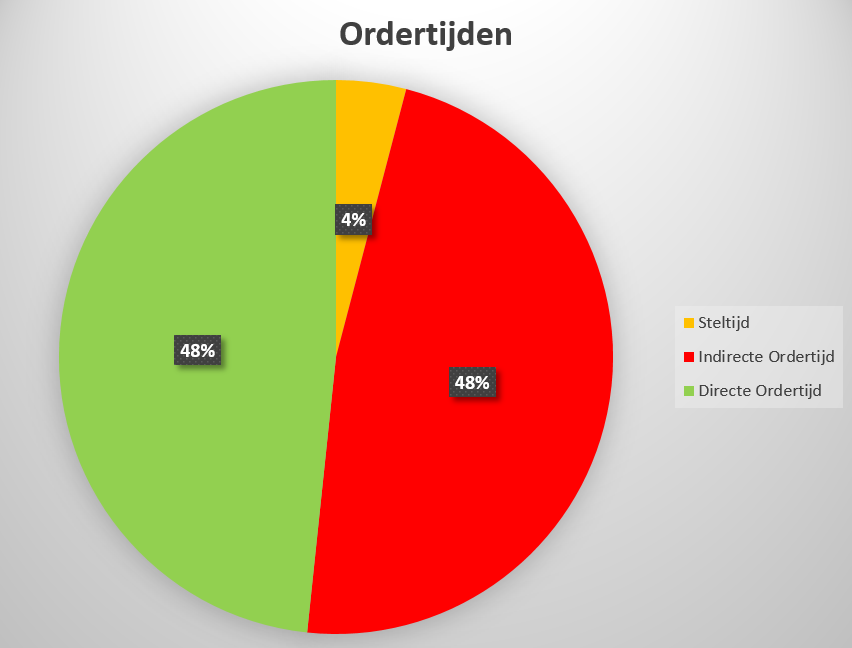
Iedere productieorder kunnen we onderverdelen in drie bewerkingstijden:
- Steltijd, de tijd die nodig is om de machine in- of om te stellen.
- Directe ordertijd (productie), de tijd die daadwerkelijk productie genereert.
- Indirecte ordertijd (stilstand machine), de tijd die de machine stilstaat.
Door een simpel meetwiel met impulsgever te plaatsten op de machine kan Timbird eenvoudig deze meting doen. Het meetwiel geeft informatie over de stilstand en productietijd en de geproduceerde hoeveelheid. Naast een meetwiel zijn er nog andere opties om deze meting te doen.
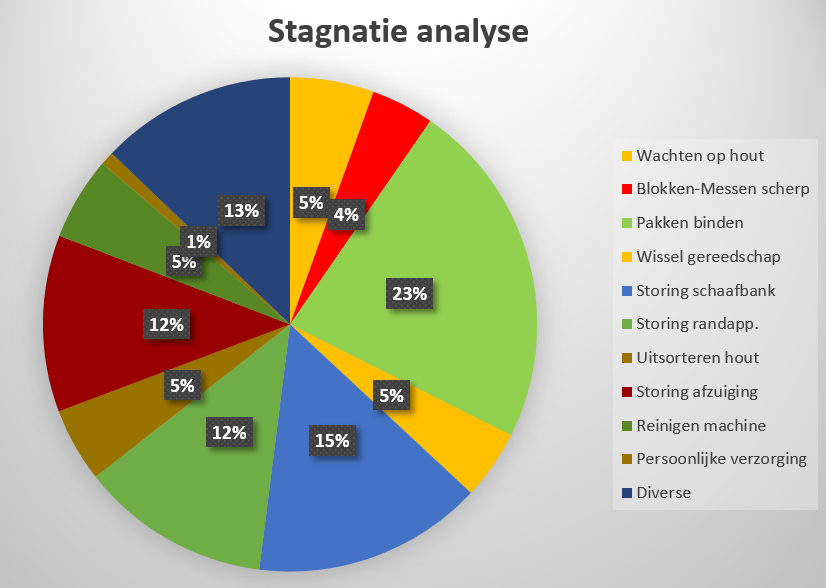
De indirecte ordertijd is vaak de grootste boosdoener als het gaat om inefficiëntie. Om een goed beeld te krijgen waarom deze tijd ontstaat is het van groot belang te weten om welke redenen de machine stilstaat. In Timbird noemen we dit stagnatie analyse. Hiermee kan de indirecte ordertijd verdeeld worden in 10 verschillende stagnatie oorzaken.
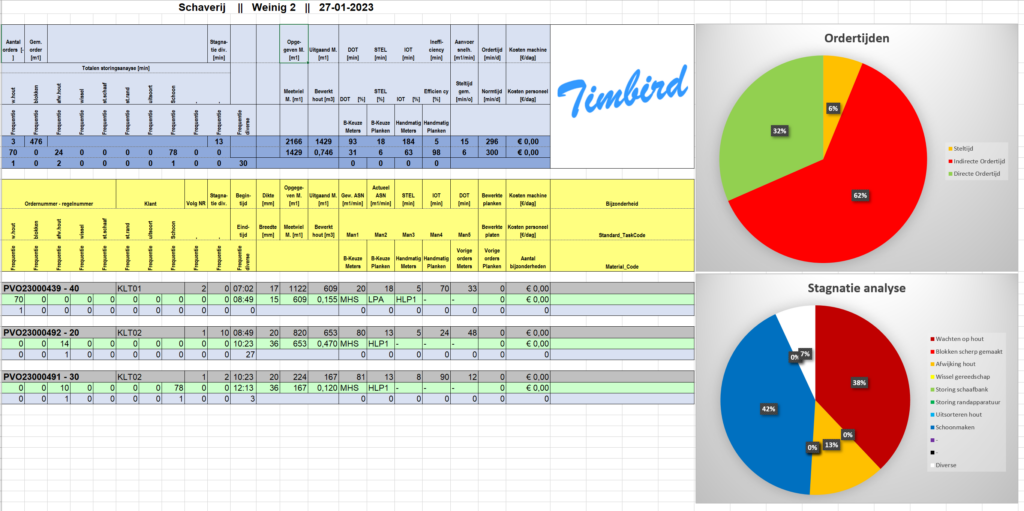
Rapportage
Dagelijks rapporteert Timbird deze gegevens in een Excelsheet.