

Om een order te registreren zal daarvan in eerste instantie de start- en eindtijd bepaald moeten worden. We noemen deze tijd de ordertijd of ook wel de totale ordertijd (TOT). De TOT kan pauzes bevatten en bij meerdere dagen ook de tijd buiten werktijd. In Timbird is de TOT de netto tijd zonder de pauzes etc. Voorbeeld is een periode waar een middagpauze in valt. Deze pauze wordt dus niet meegeteld in de TOT.
De som van TOT op één werkdag kan meer of minder zijn dat de werkbare uren van deze dag. Het is meer bij bijvoorbeeld overwerk en minder bij onvoldoende werk. In Timbird wordt deze vergelijking efficiency genoemd. Een efficiency van 100% is een machine waarvan er de gehele planbare tijd TOT geregistreerd is. Overwerk genereert dan een percentage van boven de 100%.
De operator van de machine zal aan Timbird kenbaar moeten maken wanneer een order start en wanneer deze eindigt. Om ervoor te zorgen dat dit juist gedaan wordt is er een voorziening gemaakt. Timbird blokkeert de machine zolang er geen order is gestart. Vaak wordt hiervoor de aanvoertafel geblokkeerd, maar de machine zelf kan ook.
Bij de start van een vervolg order zal er gekeken worden naar de eindtijd van de voorgaande order. Is deze tijd korter dan de ingestelde tijd voor het aansluiten van orders, dan zal er aan de operator gevraagd worden of deze order aangesloten moet worden aan de eindtijd van de vorige. Met deze voorzieningen zal de operator zoveel mogelijk ‘geholpen’ worden om de juiste TOT over de dag te registeren. Dit is de basis van de tijdsmeting.
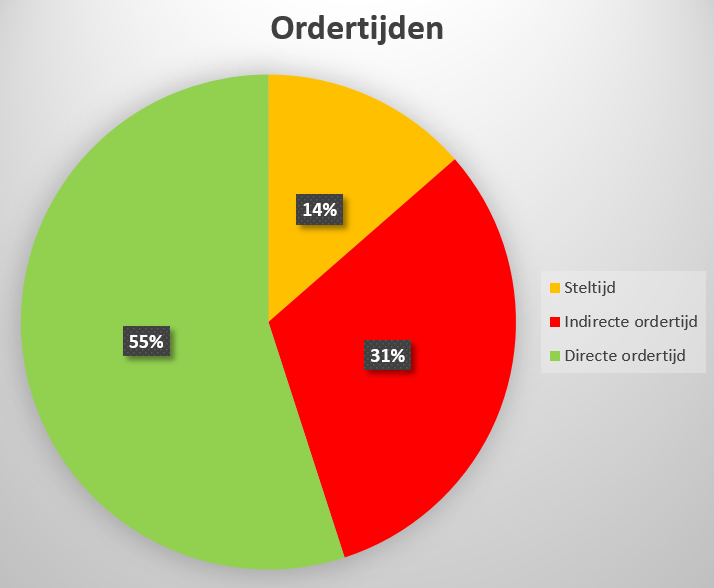
Tijdens de order zijn er twee toestanden van de machine waar te nemen: de machine produceert of de machine staat stil. De tijd die de machine produceert noemen we directe ordertijd (DOT). De stilstand van de machine kan weer twee redenen hebben:
- Steltijd (ST)
- Stagnatietijd of indirecte order tijd (IOT)
De som van ST, IOT en DOT is de TOT. Dus TOT = ST + DOT + IOT
Het herkennen of de machine produceert of stilstaat wordt automatisch gedaan. Bij een schaafmachine kan dit met een meetwiel gedaan worden.
De ST wordt zoveel mogelijk automatisch geregistreerd. Bij de start van een order zal de eerste stilstand daardoor gezien worden als ST. Pas na een bepaalde hoeveelheid verwerking zal stilstand niet meer automatisch gezien worden als ST.
Timbird bewaakt continu de toestand van de machine. Bij stilstand zal na een bepaalde tijd aan de operator gevraagd worden om de reden van de stilstand op te geven. Eén van de opties daarbij blijft om ST in te gegeven.
Het ingeven van de reden van stilstand kan niet worden vergeten. Timbird blokkeert namelijk de machine totdat de vraag over de reden van de stagnatie beantwoordt is. We noemen dit automatische stagnatie analyse.
Stagnatie
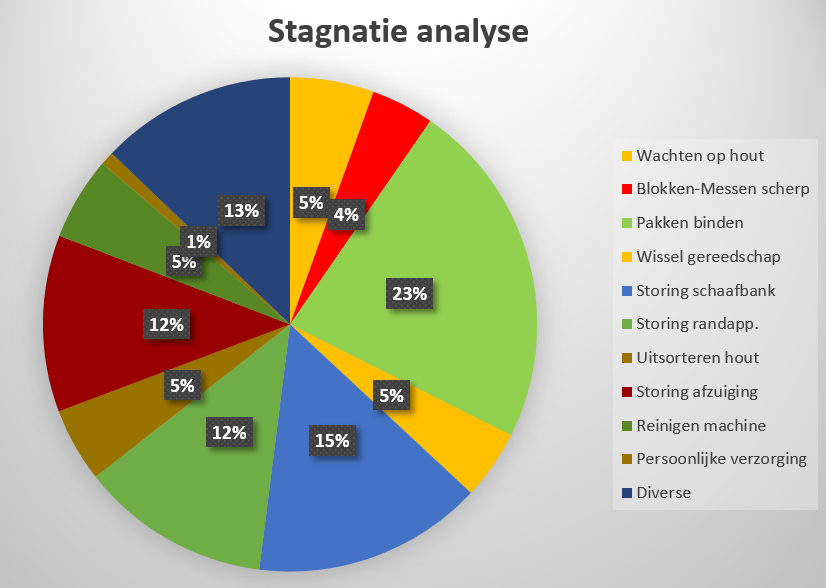
Door Timbird zal de IOT worden verdeeld in verschillende stagnatiesoorten. Deze stagnatiesoorten kunnen in het systeem per type machine worden aangemaakt. Dit gebeurt om ze goed met elkaar te kunnen vergelijken. Voor een schaafmachine zullen zoveel mogelijk dezelfde stagnatiesoorten gebruikt worden.
De IOT wordt onderverdeeld in stagnatiesoorten. Met andere woorden: De 31% IOT uit het vorige hoofdstuk wordt weergegeven in de onderstaande figuur:
Stagnatie analyse
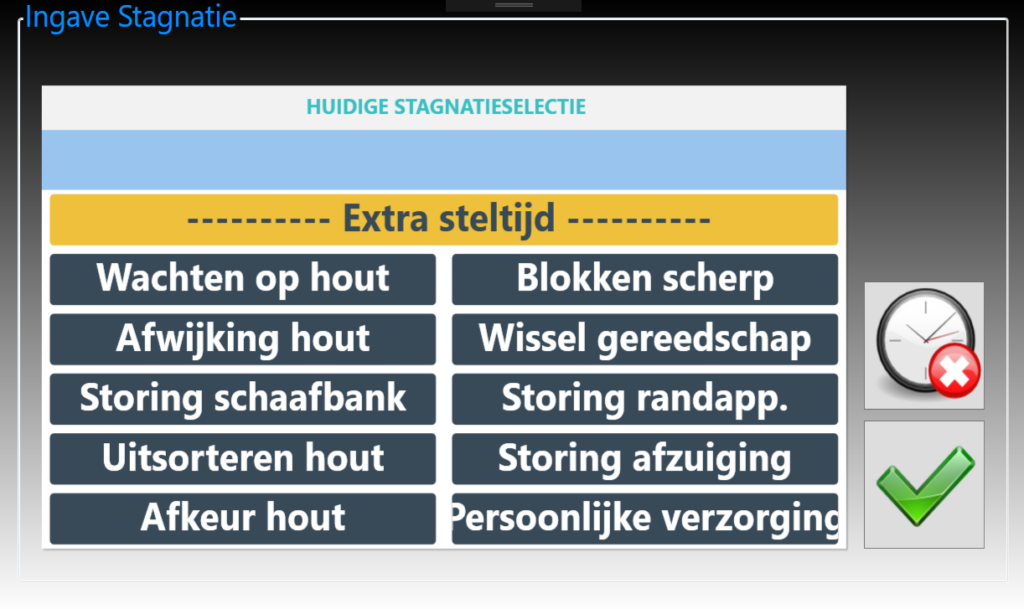
Zoals eerder al genoemd heeft Timbird een automatische stagnatie analyse. Binnen de instellingen van een machine kan de tijd worden opgegeven tussen het begin van de stagnatie en het moment waarop de vraag gesteld wordt aan de operator. Zodra de stagnatie vraag gesteld is zal de machine geblokkeerd worden voor verdere bewerking. Hierdoor is de operator verplicht de vraag te beantwoorden.
Zodra de stagnatie vraag beantwoordt is kan er verder gewerkt worden met de machine. Als deze echter stil blijft staan, zal de tijd gewoon bij de huidige stagnatie worden opgeteld. Het kort weer in beweging komen van de machine gevolgd door een nieuwe stilstand zal ook automatisch op de eerdere stagnatiesoort worden bijgeteld.
Tijdens een stagnatie kan er van stagnatie soort gewisseld worden.
Mocht de stagnatie ontstaan omdat er bijgesteld moet worden dan kan de operator in de vraagstelling daar ook voor kiezen.
Naast de duur van een stagnatie wordt ook de frequentie van de verschillende stagnaties bijgehouden.
Productie
Tijdens de DOT wordt er geproduceerd. Deze productie kan worden opgenomen in strekkende meters, aantal planken of het aantal producten. Veelal zal het gaan om een lengte, waardoor het ook nuttig is om het aantal meters per tijdseenheid te vermelden.
Voor onder andere een schaafmachine wordt de totale lengte van het bewerkte hout gegeven en het aantal meters per minuut.
Timbird kent zowel de ingaande als uitgaande meters. Doordat de kopmaat bekend is zal ook het aantal kubieke meters geregistreerd worden.